
Foratrice Imac IMT400 codice prodotto: 25605

















 scorri le foto orizzontalmente
scorri le foto orizzontalmente 
Affrettati! Questo prodotto è già stato visto 486 volte! Non fartelo scappare!
Dane techniczne:
ENGLISH BELOWForatrice Imac IMT400
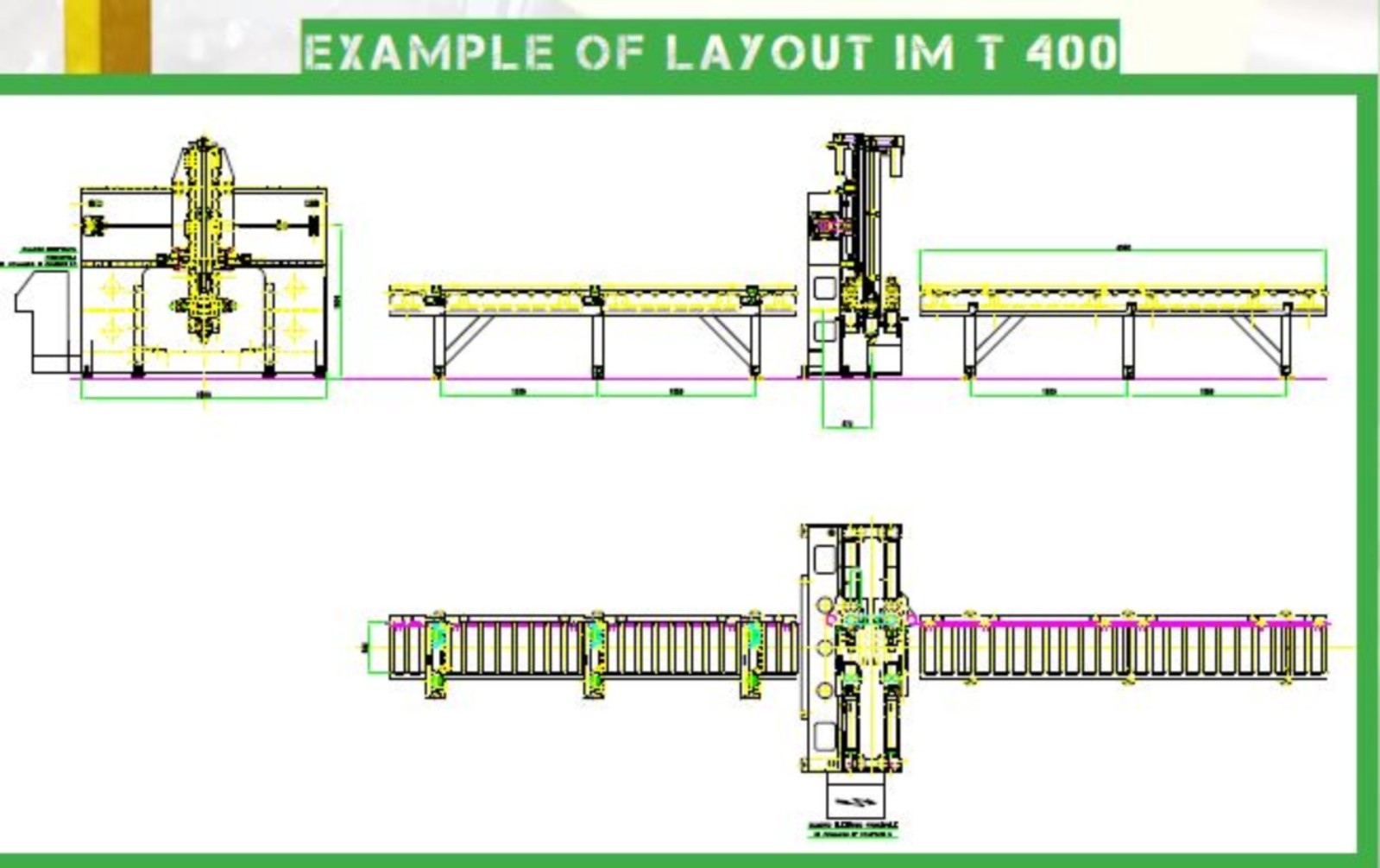
IM T 400
Linea automatica di foratura e taglio CNC (opt.)
per IPE - HEA - HEB - UNP - Tubi - Angoli - Piastre
(per profili fino a 400 x 300 mm.)
IM T 400 DETTAGLI TECNICI
LUNGHEZZA MASSIMA DELL'IPE - HEA - HEB - UNP - ANGLES - FLATS 12.000 mm.
TUBI RETTANGOLARI - QUADRATI (È possibile lavorare il profilo con più lunghezze)
DIMENSIONE LARGA IPE - HEA - HEB: MIN. 80 mm.
MAX. 400 mm.
DIMENSIONI ANGOLI IN ACCIAIO: MIN. 50x50x5 mm.
MAX.250x250x25 mm.
DIMENSIONE UNP: MIN. 80 mm.
MAX. 400 mm.
DIMENSIONE TUBI RETTANGOLARI: MIN. 50X50 mm.
AMX. 300X300 mm.
DIMENSIONI PIATTAFORMA ACCIAIO: MIN. 60 mm.
MAX. 400 mm.
PESO MASSIMO DEL MATERIALE: 125 kg/mt.
SPESSORE DELLE BARRE D'ACCIAIO: MIN. 6/8 mm.
MAX 28 mm.
RESISTENZA MASSIMA DEL MATERIALE: 60kg./mm².
MAX. DIAMETRO DEGLI STRUMENTI DI FORATURA: 82 mm.
MIN. DIAMETRO DEGLI STRUMENTI DI FORATURA: / 86 mm.
VELOCITA' DI SPOSTAMENTO IN MOVIMENTO INCROCIATO DELL'UNITA' DI TRAPASSAGGIO: MAX.20 mt/min. circa
VELOCITÀ DELLE BARRE: MAX 15 mt/min. circa
N. DI MULTIMANDRINO (3 UTENSILI DI FORATURA): 1
TOTALE. NUMERO DI UTENSILI DI PERFORAZIONE: 3
N. DI DIAMETRO PER OGNI FLANGIA: 1
CAPACITÀ DI FORATURA: 50 N/mt circa
PRECISIONE DI FORATURA: ± 0,5mm. (fino a 6 mt di lunghezza barra)
POTENZA INSTALLATA 02 KW circa
- LA GESTIONE DEI PROGRAMMI ESEGUITA DA CNC.
- FACILE PROGRAMMAZIONE E ADATTO ALLA MEMORIZZAZIONE DEI PROGRAMMI GIÀ ESEGUITI.
- STANDARD DI CONVERSIONE DEL CAM
- L'INTERFACCIA CON L'OPERATORE GRAFICA CON PC COMPLETATO DI VIDEO.
- TOUCH SCREEN, TASTIERA INDUSTRIALE CON MEMBRANA IN POLICARBONATO.
La linea di foratura automatica CNC mod. IM T 400 con 3 utensili di foratura è studiata per le piccole e
medie imprese di costruzioni in acciaio che necessitano di flessibilità nella produzione di piccoli profili:
travi, angolari in acciaio, UNP, tubi rettangolari/quadrati, lamiere in acciaio.
La sua peculiarità è data dall'alimentazione del materiale con rulli alimentatori integrati e dai multimandrini
unità di foratura con n. 3 utensili di foratura e non ultimo il suo prezzo interessante.
La prima caratteristica permette un ingombro inferiore a quello di una linea con sistema di alimentazione a spinta/pinza CNC
e permette un veloce spostamento e bloccaggio del materiale.
Inoltre con questo sistema di foratura, si possono lavorare fino a 12 mt. di lunghezza dei profili e se
anche lunghezze maggiori, perché grazie ai rulli di alimentazione integrati la macchina non ha
costrizione in lunghezza ed è sufficiente aggiungere qualche tavola a rulli liberi (anche costruiti da voi) per sostenere
il materiale.
Queste tavole a rulli liberi possono essere rimosse in ogni caso dove è importante lo spazio disponibile.
Il gruppo di foratura multimandrino con n. 3 utensili (1 verticale e 2 orizzontali) concede n. 1 fori di diverso
fori di diametri diversi per ogni lato dei profili senza dover riposizionare le barre.
La linea è composta da:
A) N.1 tavolo d'ingresso e N.1 tavolo d'uscita con rulli liberi di lunghezza 4 mt. ciascuno.
Le tavole sono posizionate esclusivamente per sostenere le barre mentre i rulli integrati daranno
l'avanzamento delle barre.
Un'ulteriore tavola a rulli liberi può essere aggiunta se si hanno barre di lunghezza elevata (considerando che su una tavola da
tavolo da 4.000 mm. si arriva a lavorare 8.000 mm.)
In questo modo la tavola a rulli potrebbe essere posizionata solo quando ci sono materiali di una certa lunghezza.
B) Il magazzino costruito in struttura elettrosaldata ad alta resistenza comprenderà rulli di alimentazione, serrature,
sistema di misurazione e ponte di foratura.
Il CN gestirà automaticamente la sequenza delle chiusure e la rotazione dei rulli dando il giusto
posizionamento delle barre nell'asse X sotto la stazione di foratura.
I bloccaggi orizzontali e verticali renderanno inamovibile la barra durante l'operazione di foratura.
Il sistema di misurazione avrà un dato iniziale zero da un laser.
Mentre la misurazione continua della barra sarà attraverso un sistema a contatto.
C) N.1 unità di foratura multimandrino con n. 3 utensili di foratura, sarà in grado di forare automaticamente
n. 1 diametro diverso per ogni lato dei profili (senza alcun riposizionamento dei profili o cambio
cambio utensile).
Le barre saranno forate su tutti i lati in una sola passata.
Il movimento trasversale del multimandrino di foratura sarà estremamente netto e veloce, garantito da
vite a ricircolo di sfere, guide, un motore brushless a giri costanti anche durante l'operazione di foratura.
La velocità massima di posizionamento dell'unità di foratura è di 20 mt./min; potenza del mandrino 50 N/mt. circa.
Il raffreddamento degli utensili di foratura sarà di tipo esterno con nebulizzatore.
Diametro massimo dell'utensile di foratura 28 mm.
D) N. 1 Gruppo idraulico per la lubrificazione (escluso primo olio).
E) N. 1 Impianto pneumatico che assisterà alcuni movimenti delle linee.
F) N. 1 Quadro elettrico posto lateralmente alla macchina posto sul monoblocco dell'impianto.
installazione. La potenza elettrica sarà di 400 V - 50 Hz (altre tensioni sono possibili su richiesta).
G) Un pulpito di comando completo di apparecchiatura elettrica sosterrà il PC.
Posto sul monoblocco e frontalmente al basamento in posizione utile per l'operatore.
Il sistema di programma è molto semplice, basato su Windows.
L'operatore avrà una semplice interfaccia grafica tramite il monitor touch screen.
L'operatore puo' importare il file.
Cam direttamente con memory stick dal USB situato sul pulpito di comando.
H) N. 2 barriere luminose per proteggere l'operatore nella zona di perforazione.
(Esclusione della necessaria barriera di sicurezza perimetrale intorno alla zona di perforazione).
L'impianto sarà fornito con verniciatura tipo RAL 5005 blu;
RAL 1028 giallo o sarà scelto in base alle vostre necessità.
ENG:
IM T 400
Automatic CNC drilling and sawing (opt.) line
for IPE - HEA - HEB - UNP - Tubes - Angls - Plats
(for profiles up to 400 x 300 mm.)
IM T 400 TECHNICAL DETAILS
MAX LENGHT OF THE IPE - HEA - HEB - UNP - ANGLES - FLATS 12.000 mm.
RECTANGULAR –SQUARE TUBES (It’s possible process profile with more length)
SIZE WIDHT IPE - HEA - HEB: MIN. 80 mm.
MAX. 400 mm.
SIZE STEEL ANGLES: MIN. 50x50x5 mm.
MAX.250x250x25 mm.
SIZE UNP: MIN. 80 mm.
MAX. 400 mm.
SIZE RECTANGULAR TUBES: MIN. 50X50 mm.
AMX. 300X300 mm.
SIZE STEEL FLATS: MIN. 60 mm.
MAX. 400 mm.
MAX MATERIAL WEIGHT: 125 kg/mt.
THICKNESS OF THE STEEL BARS: MIN. 6/8 mm.
MAX 28 mm.
MAX MATERIAL RESISTANCE: 60kg./mm²
MAX. DIAMETER OF DRILLING TOOLS: 82 mm.
MIN. DIAMETER OF DRILLING TOOLS: / 86 mm.
SPEED OF SHIFTING IN CROSS MOVEMENT OF THE DRILLING UNIT: MAX.20 mt/min. about
SPEED OF THE INFEED BARS: MAX 15 mt/min. about
N. OF MULTISPINDLE (3 DRILLING TOOLS): 1
TOT. NUMBER OF DRILLING TOOLS: 3
N. OF DIAMETER FOR EACH FLANGE: 1
DRILLING UNIT CAPACITY: 50 N/mt about
PRECISION OF DRILLING: ± 0,5mm. (up to 6 mt length bar)
INSTALLED POWER 02 KW about
- MANAGEMENT OF PROGRAMMES WILL BE EXECUTED BY CNC.
- NUMERICAL CONTROL WILL BE STUDIED AND PREPARED CAREFULLY BY OUR ENGEENER IMAC.
- EASY PROGRAMMING AND SUITABLE FOR STORAGE OF THE PROGRAMMES YET CARRIED OUT.
- CAM CONVERSION STANDARD.
- THE INTERFACE WITH OPERATOR WILL BE GRAPHIC WITH PC COMPLETED OF VIDEO.
- TOUCH SCREEN, INDUSTRIAL KEYBOARD WITH POLYCARBONATE MEMBRANE.
The automatic CNC drilling line mod. IM T 400 with 3 drilling tools is studied for the small and
medium steel construction companies that need flexibility in their production of small profiles:
beams, steel angles, UNP, rectangular/square tubes, steel flats.
Its peculiarity is given by the material feed with integrated feeder rolls and by the multi spindles
drilling unit with n. 3 drilling tools and not at least his interesting price.
The first feature allows a smaller overall dimension than a lines with a infeed CNC pusher/gripper
system and gives a fast shifting and locking of the material.
Moreover with this drilling system, you could process up to 12 mt. length of profiles and if
necessary also longer length, because thanks to the integrated feeder rolls the machine has not
constriction in length and it is enough add some free rollers table (also built by you) to support
the material.
These free rollers tables could be removed in any case where it is important the space available.
The multi spindles drilling unit with n. 3 tools (1 vertical and 2 horizontal) grants n. 1 different
diameters holes for each side of the profiles without repositioning the bars.
The line is composed as such:
A) N.1 infeed table and N.1 outfeed table with free rolls length 4 mt. each one.
The tables are placed exclusively in order to support the bars while the integrated rolls will give
the feed of the bars.
Additional free rollers table could be added if you have long length bar (considering that on a
4.000 mm. table you arrive to process 8.000 mm.).
In this way the roller table could be placed only when there are material of certain length.
B) The basement built in electro-welded high duty structure will include feeding rollers, locks,
measuring system and drilling bridge.
The NC will manage automatically the sequence of locks and rotation of the rolls giving the right
positioning of the bars in the X axis under the drilling station.
Horizontal and vertical locks will make irremovable the bar during drill operation.
The measurement system will have a zero initial data from a laser.
While the continuous measurement of the bar will be through a contact system.
C) N.1 multi spindles drilling unit with n. 3 drilling tools, will be able to drill automatically
n. 1 different diameter for each side of the profiles (without any reposition of the profiles or tool
changing).
The bars will be drilled on all the sides in one pass.
The cross movement of the multi drilling spindle will be extremely sharp and fast, granted by
recycle balls screw, guides, a motor brushless - constant rpm also during the drill operation.
The maximum speed positioning drilling unit is 20 mt./min.; spindle power 50 N/mt. about.
Cooling of the drilling tools will be external type with nebulizer.
Maximum diameter of drilling tool 28 mm.
D) N. 1 Hydraulic unit for lubrication (excluded first oil).
E) N. 1 Pneumatic system will assist some movements of the lines.
F) N. 1 Electric panel will be paced sideways to the machine placed on the monoblock of the
installation. Electric power will be 400 V - 50 Hz (other voltage are possible on request).
G) A pulpit of command complete of electrical apparatus will support the PC.
It will be placed on the monoblock and frontally to the basement in useful position for the operator.
The program system will be very friendly based on Windows.
The operator will have a simple graphical interface by the monitor touch screen.
The operator could import file.
Cam directly from the drowning with memory stick by the USB located on the pulpit of command.
H) N. 2 light barriers to protect the operator in the drilling area.
(Exclusion of the necessary perimetral safety barrier around the drilling area).
The plant will be supplied with painting type RAL 5005 blue;
RAL 1028 yellow or will be chosen to your necessity.
B) Bene in buone condizioni d'uso, che è possibile vedere allacciato e funzionante, su appuntamento.
La garanzia sul macchinario è la sua funzionalità in ogni sua parte, ed è possibile visionare il collaudo.
Documenti in PDF:
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
Scarica foto
